The client, a healthcare products manufacturer needed to incorporate 4 additional product lines into their operations to meet product demands and business growth.
Increased efficiency and throughput using integrated conveyance and sortation systems.
The solution
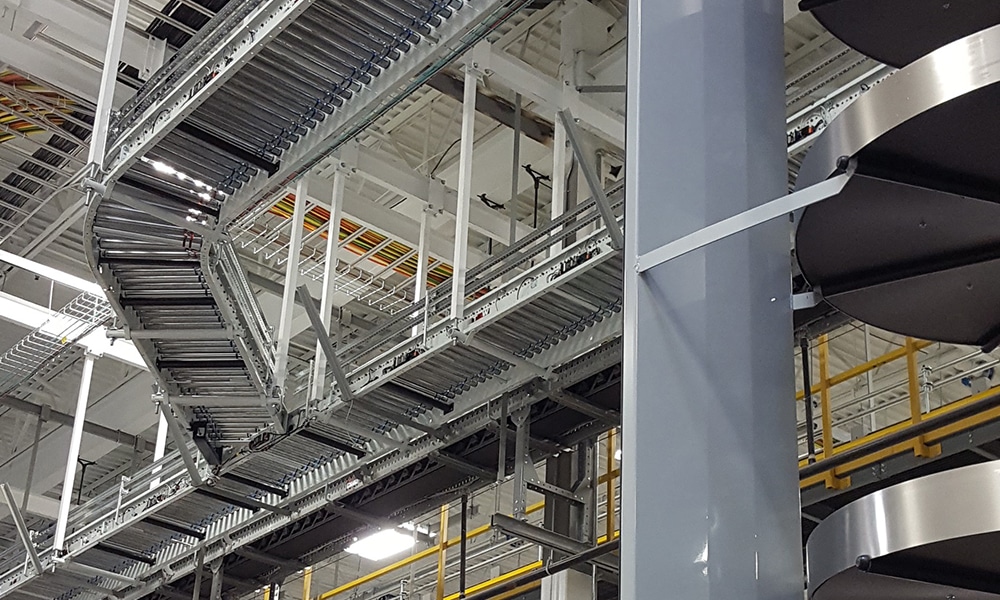
PeakLogix designed an expanded conveyance system and sortation system. The integration included 450 feet of TGW’s IntelliROL 24V Motor-Driven Roller (MDR) conveyor, 4 Ambaflex spiral conveyors, 4 Mettler Toledo in-motion scales, and 5 additional sorter diverts along with controls for all new equipment.

The results
Product processing through robotic palletizing increased sorter throughput by more than 30%
The new production lines were seamlessly integrated into the existing sortation system, enabling product processing through robotic palletizing rather than manual palletization, and increasing sorter throughput by more than 30% (from 60 to 80 cartons per minute).